1912年4月14日23时40分,北大西洋的黑暗中,瞭望员弗雷德里克·弗利特在桅杆顶端发出了一声惊呼。三十七秒后,人类历史上最著名的海上灾难开始了。这艘被称为"永不沉没"的巨轮,在撞击冰山后的两小时四十分钟内,带着超过1500条生命沉入了3800米深的海底。一个世纪以来,无数人追问:为什么?为什么一艘拥有十六个水密舱室、被称为工程奇迹的巨轮,会在一次看似并非致命的碰撞后如此迅速地沉没?1998年,美国国家标准与技术研究院的冶金学家蒂姆·福克给出了一个出人意料的答案——问题出在三百万枚铆钉上。
1985年9月1日,海洋学家罗伯特·巴拉德在纽芬兰东南约600公里处发现了铁达尼号的残骸。船体断成两截,散落在海底的碎片形成了一个巨大的残骸场。1996年和1998年,科学家们从残骸场打捞了船体钢板和铆钉样本。这些在海底沉睡了八十四年的金属碎片,即将向世人揭示一场材料科学的致命悲剧。
福克的研究团队首先对船体钢板进行了分析。他们发现,铁达尼号的钢材是一种典型的西门子-马丁平炉钢,含碳量约0.21%,这在当时被认为是优质的造船材料。然而,化学分析揭示了一个关键问题:钢材中的硫含量高达0.069%,锰含量却只有0.47%,锰硫比仅为6.8比1。作为对比,现代结构钢的锰硫比通常在15比1以上,优质钢材甚至可达39比1。这个看似微不足道的数字差异,实际上决定了钢材在低温下的生死。
锰与硫的致命舞蹈
要理解锰硫比的重要性,我们需要回到钢铁冶炼的基本原理。硫是钢材中最有害的杂质之一。当钢水凝固时,硫会与铁结合形成硫化铁,这些硫化铁颗粒会在钢材的晶界处析出,形成一条条脆弱的"断层线"。当钢材承受拉伸或冲击载荷时,裂纹往往会沿着这些薄弱的晶界扩展,导致灾难性的脆性断裂。
锰的作用恰恰相反。锰是一种强力的脱硫剂,它能与硫结合形成硫化锰。与硫化铁不同,硫化锰在钢中呈球状或纺锤状分布,对钢材的韧性影响小得多。更重要的是,硫化锰颗粒能够"捕获"裂纹尖端,阻止裂纹的进一步扩展。这就是为什么现代钢材标准对锰硫比有着严格的要求——只有足够的锰,才能"制服"硫的破坏作用。
铁达尼号钢材的另一个致命缺陷是磷含量过高,达到0.045%。磷会显著提高钢材的脆性转变温度,这是一个决定材料命运的关键参数。每一种钢材都有一个特定的温度范围,在这个温度以下,它会从具有延展性的"韧性"状态转变为容易断裂的"脆性"状态。铁达尼号钢材的脆性转变温度约为32摄氏度,而当晚北大西洋的海水温度为零下2摄氏度。这意味着,当铁达尼号撞击冰山时,它的船体钢板正处于最脆弱的脆性状态。
查尔皮冲击试验的真相
为了验证这一结论,科学家们进行了查尔皮冲击试验。这是一种标准的材料韧性测试方法:将一个带有V形缺口的金属试样放在两个支座上,用摆锤从固定高度冲击试样,测量断裂过程中吸收的能量。韧性材料会吸收大量能量,断口呈现纤维状的"韧性断裂"形貌;而脆性材料则几乎不吸收能量,断口呈现平整的"解理断裂"形貌。

测试结果令人震惊。在零摄氏度下,铁达尼号钢材的冲击吸收能量仅为10焦耳左右,而现代钢材在同条件下可达100焦耳以上。更重要的是,扫描电子显微镜下的断口形貌显示,铁达尼号钢材呈现典型的脆性解理断裂特征——断裂面平坦如镜,布满了河流状的解理台阶。这些台阶从硫化锰颗粒处起源,向四周扩展,形成一幅"裂纹之河"的微观图像。每一个硫化锰颗粒,都是一个潜在的裂纹发源地。
三百万枚铆钉的秘密
然而,钢材的问题只是故事的一半。当科学家们将目光转向铆钉时,一个更加惊人的发现浮出水面。铁达尼号的船体由超过三百万枚铆钉连接而成,这些铆钉重达1200吨,相当于一艘早期二战驱逐舰的重量。问题在于,并不是所有的铆钉都是一样的。

铁达尼号的铆钉分为两种类型:船体中部约60%的区域使用的是钢制铆钉,通过水力铆接机安装;而船首和船尾等狭窄空间无法容纳大型铆接设备,只能使用熟铁铆钉,由工人手工安装。正是这些手工安装的熟铁铆钉,成为了铁达尼号的"阿喀琉斯之踵"。
熟铁是一种含碳量极低的铁碳合金,其主要特征是含有约2%至3%的铁硅酸盐渣。这种渣呈玻璃状,以纤维状分布在铁基体中,赋予熟铁独特的"丝状"结构。适量的渣可以提高熟铁的韧性,使其在承受冲击时不易断裂。然而,福克的分析发现,铁达尼号熟铁铆钉中的渣含量高达9%——是正常值的三倍。
渣的致命影响
过量的渣对铆钉的强度产生了灾难性的影响。当铆钉承受拉伸载荷时,铁基体和渣之间会产生应力集中。由于渣的强度远低于铁基体,裂纹会首先在渣与铁的界面处萌生,然后沿着渣纤维的方向扩展。在低温下,这种界面更容易发生"脱粘",导致铆钉的整体强度大幅下降。
更致命的是,铁达尼号的熟铁铆钉中还发现了大量的炉渣夹杂。这些夹杂是由于冶炼工艺不当而产生的,它们在铆钉内部形成了巨大的空洞和裂缝。当铆钉受到冰山撞击产生的冲击载荷时,这些预先存在的缺陷会迅速扩展,导致铆钉头部与杆部之间发生断裂——这就是所谓的"头部弹出"失效模式。
水力铆接与手工铆接的天壤之别
铆钉的安装工艺同样至关重要。水力铆接是19世纪末的一项重大技术革新,由英国工程师拉尔夫·哈特·特威德尔在1865年发明。水力铆接机能够产生高达140吨的压力,将红热的铆钉一次性压入预制孔中,形成均匀、致密的铆钉头。这种工艺生产的铆接接头,强度高、一致性好,是现代造船业的标准。
然而,铁达尼号并非所有部位都能使用水力铆接机。在船首和船尾的狭窄空间里,工人们只能使用传统的手工铆接方法。一个典型的铆接小组由五人组成:一人负责加热铆钉,一人传递铆钉,一人用重铁棒顶住铆钉头,另外两人用锤子轮流敲击铆钉尾端,将其锻造成形。
手工铆接的问题在于一致性和质量控制。每一个铆钉的加热温度、敲击力度和冷却速度都不可能完全相同,这导致了铆钉质量的巨大差异。有些铆钉可能因为加热不足而无法充分填充孔洞;有些可能因为敲击过度而产生了内部裂纹;还有些可能因为冷却过快而产生了淬火效应,变得更加脆硬。当质量检查员用锤子敲击铆钉检查其紧固程度时,那些存在内部缺陷的铆钉可能看起来完好无损,但实际上已经"外强中干"。
冰山撞击的物理学
1912年4月14日深夜,铁达尼号以约22节的速度航行在北大西洋的冰山危险区。当瞭望员发现冰山时,大副威廉·默多克下令"左满舵"并"倒车"。然而,这一决定可能加剧了灾难。
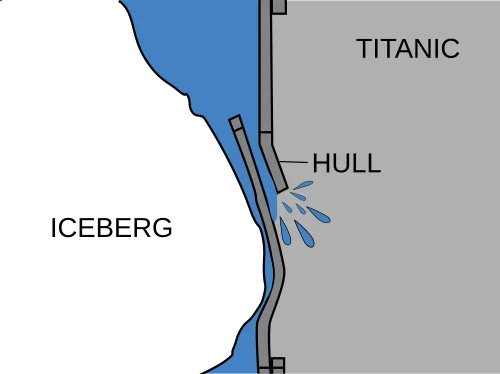
当铁达尼号开始转向时,船首向左偏转,但船尾由于惯性继续向右移动。这使得冰山沿着船体右舷"刮擦"了约100米的距离。在这个过程中,冰山对船体钢板施加了巨大的挤压力和剪切力。在正常情况下,铆钉连接的船体钢板应该能够通过塑性变形来吸收这些能量。但在零下2摄氏度的海水中,脆性钢板和缺陷铆钉的组合,注定了灾难的结局。
声纳扫描显示,铁达尼号右舷的损伤并不是人们想象中的巨大裂缝,而是一系列细小的缝隙,总面积仅约1.2平方米。这些缝隙分散在前六个水密舱室中,每个缝隙的宽度不过几厘米,长度也只有几米。然而,正是这些看似微不足道的缝隙,让北大西洋冰冷的海水以每秒数吨的速度涌入船舱。如果铆钉没有弹出,如果钢板没有开裂,这些缝隙本可以被压缩到足以让水密舱室发挥作用。
铁达尼号的水密舱室设计
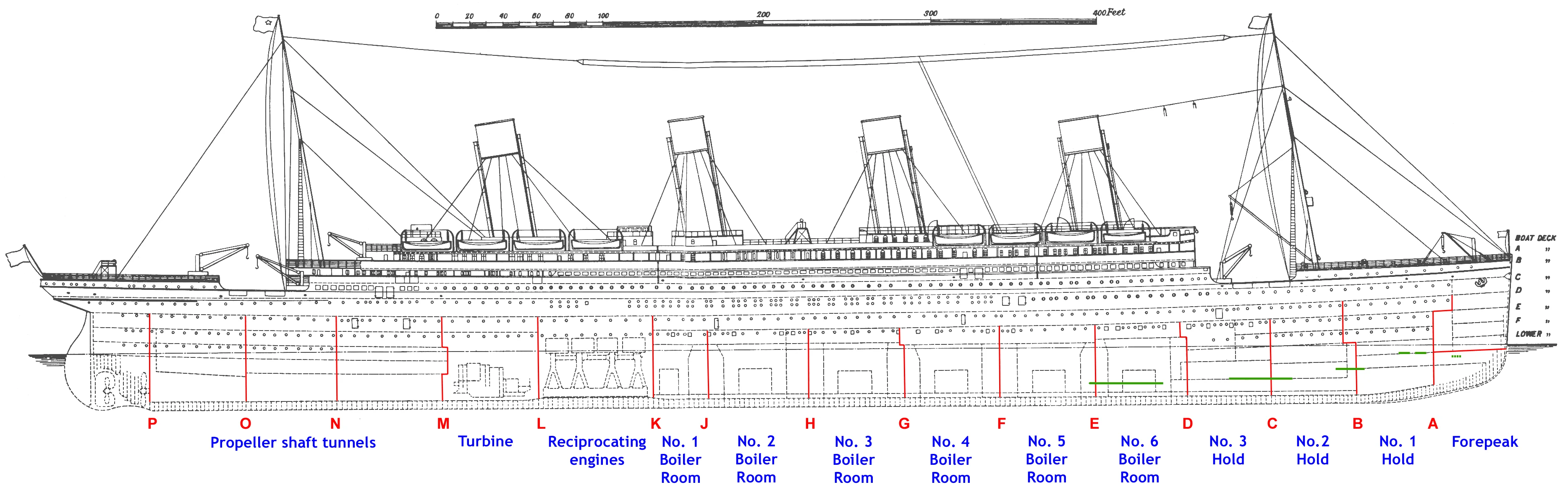
铁达尼号被设计成拥有十六个水密舱室,由十五道横向舱壁分隔。按照设计,这艘船应该能够在任意两个舱室进水的情况下保持浮力,甚至在某些三个或四个舱室进水的组合情况下也能幸存。然而,冰山撞击导致前六个舱室同时进水,这远远超出了设计的承受能力。
更重要的是,这些水密舱壁并没有延伸到顶层甲板。当船首下沉时,海水会像水从冰块托盘中溢出一样,从一个舱室溢入下一个舱室。这就是铁达尼号最终沉没的物理机制——不是船体被撕裂成两半,而是海水以"多米诺骨牌"的方式逐个淹没舱室。
冶金学的百年教训
铁达尼号灾难之后,造船业发生了深刻的变革。首先是钢材标准的提高。现代造船钢材必须满足严格的化学成分要求,锰硫比不得低于15比1,磷含量不得高于0.015%。其次是脆性转变温度的要求。现代造船钢材的脆性转变温度通常在零下40摄氏度以下,以确保在最恶劣的海况下也能保持韧性。
更重要的是焊接技术的普及。第一次世界大战期间,电弧焊接技术开始应用于船舶建造。与铆接相比,焊接消除了铆钉孔带来的应力集中,使船体成为一个连续的整体结构。第二次世界大战期间,美国建造的自由轮就大量采用了焊接技术,建造速度比铆接船快得多。
然而,焊接也有自己的问题。1943年1月16日,美国建造的T-2油轮斯凯涅克塔迪号在寒冷的波特兰港停泊时突然断成两截,原因正是焊接钢材的脆性断裂。这个教训再次提醒人们:无论技术如何进步,对材料本质行为的理解永远不会过时。
铁达尼号的最后见证
今天,铁达尼号的残骸仍在3800米深的海底静静沉睡。细菌和化学腐蚀正在缓慢地吞噬着它的船体,据估计,到2050年左右,铁达尼号将彻底消失在大海中。然而,它留给人类的教训将永远存在。
铁达尼号的故事告诉我们,工程灾难往往不是单一因素造成的,而是多重缺陷的叠加:钢材的锰硫比失衡、铆钉的渣含量超标、手工铆接的质量波动、船体设计的余量不足……每一个因素单独来看都可能导致问题,但只有当它们在特定的时机、特定的条件下同时出现时,才会酿成灾难。
正如福克在研究报告中写道:“铁达尼号的悲剧,不是命运的捉弄,而是材料科学规律的必然结果。当我们忽视这些规律时,无论建造多么宏伟的工程,都可能在一瞬间化为乌有。”
从某种意义上说,铁达尼号是一座永恒的纪念碑——不是对人类工程能力的骄傲,而是对自然规律的谦卑。在那三百万枚铆钉中,铭刻着一个简单而深刻的真理:在材料的世界里,没有"差不多",只有"足够好"与"不够好"。而那微不足道的"不够好",有时足以改变历史的走向。
参考资料
-
Felkins, K., Leighly, H.P., Jr., & Jankovic, A. (1998). The Royal Mail Ship Titanic: Did a Metallurgical Failure Cause a Night to Remember? JOM, 50(1), 12-18.
-
Foecke, T. (1998). Metallurgy of the RMS Titanic. NIST IR 6116, National Institute of Standards and Technology.
-
McCarty, J.H., & Foecke, T. (2003). Metallurgical Analysis of Wrought Iron from the RMS Titanic. NIST IR 7004, National Institute of Standards and Technology.
-
A Quiet Sea (2023). Titanic: Riveting. Technical Documentation.
-
Encyclopedia Titanica (2024). Metallurgy of the RMS Titanic. Online Encyclopedia.
-
Wikipedia (2024). RMS Titanic. Online Encyclopedia.
-
Wikipedia (2024). Rivet. Online Encyclopedia.
-
Davies, R. (1995). Historical Metallurgy, 29, 34.
-
Jankovic, A. (1991). Did Metallurgy Sink the Titanic? Senior Project Report, University of Washington.